.webp)



Buttons are small, but the material behind them makes a big difference. Natural button materials like corozo, horn, bone, coconut, wood, and shell are chosen for a reason. They affect durability, texture, appearance, and how premium a garment actually feels.
We've been turning raw natural materials into finished buttons at Chetna International since 1984. Two factories. Four decades. Millions of buttons are shipped to fashion houses on every continent. So when we talk about natural button materials, we're not pulling from textbooks. We're pulling from the factory floor.
This guide cuts through the fluff and explains what each natural button material is best for, where it falls short, and how to choose the right one instead of defaulting to plastic.
Natural button materials come from organic sources - animals, plants, and marine life. They aren't synthesized in a chemical plant or extruded from plastic pellets. Instead, they're harvested, cut, shaped, and finished through mechanical and artisanal processes that haven't changed all that much in a hundred years.
What makes them special isn't just the "natural" label. It's the physical properties. Horn has a translucency that no polyester resin can truly replicate. Corozo takes dye in a way that creates depth, not flatness. Coconut shell buttons have grain patterns that are literally one-of-a-kind.
For brands building sustainable collections, natural materials also offer a real environmental story. Most are biodegradable. Many come from renewable sources or agricultural byproducts. And when sourced responsibly, they support rural economies in producing regions.
But they're not perfect for every application. Natural materials have limitations around heat resistance, moisture exposure, and production consistency. We'll cover all of that in each section below.

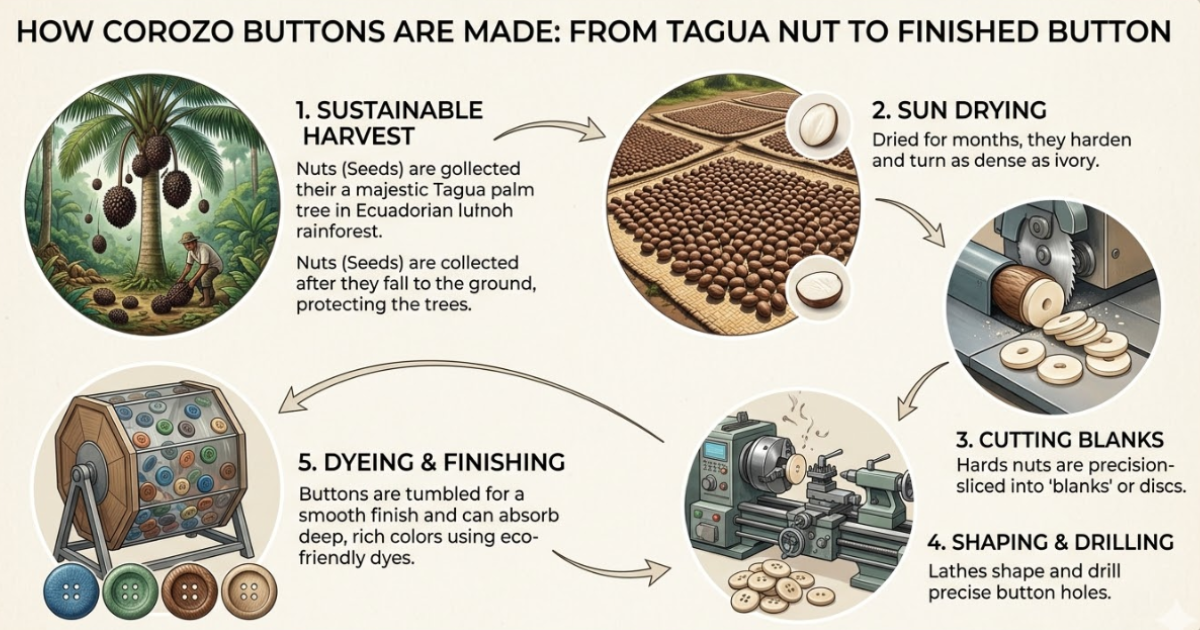
Corozo is the seed of the tagua palm (Phytelephas macrocarpa), native to the rainforests of Ecuador, Colombia, and Panama. In the button industry, it goes by several names: tagua nut, vegetable ivory, and palm ivory. The name "vegetable ivory" isn't marketing. The material's cellular structure closely resembles animal ivory under a microscope.
We process thousands of tagua nuts every month in our natural materials factory, and here's what makes corozo special. The material is unusually dense - around 1.4 g/cm³ - which gives it a satisfying weight on garments. It machines beautifully on a lathe, holds fine detail during CNC milling, and accepts dye with a depth that synthetic materials simply can't match.
The dyeing process is where corozo really shines. Because the material is porous at a cellular level, dye penetrates deep rather than sitting on the surface. The result? Rich, saturated colors with a slight natural variation that gives each button character. Run your thumbnail across a well-dyed corozo button and you won't see a scratch of white underneath. That's deep-dye penetration, and it's one of the reasons luxury brands prefer corozo over painted alternatives.
Best applications: Blazers, sport coats, premium shirts, high-end casualwear, and sustainable fashion lines.
Limitations: Corozo isn't ideal for garments requiring frequent industrial washing above 60°C. Extended exposure to high heat can cause cracking. Supply volumes can fluctuate with harvest seasons in South America.
For a deeper breakdown of sourcing, dyeing, and quality grading, read our full guide to corozo buttons.

Horn buttons are made from water buffalo horn, primarily sourced from buffalo that have reached the end of their productive life in the agricultural industry. No animals are raised or killed specifically for button production. The horn is a byproduct, and that distinction matters for brands conscious about their supply chain ethics.
At our factory, we receive raw horn tips that go through a multi-stage process. First, the horn is softened using heat and pressure, then flattened into workable sheets. From there, it's blanked into rough discs, turned on lathes, drilled, and polished to a smooth finish. The entire process takes patience. You can't rush a horn. Push the lathe too fast and the material chips. Apply too much heat during flattening, and the keratin structure degrades.
What sets horn apart is its natural translucency. Hold a well-made horn button up to light,t and you'll see warm color gradations moving through the material. Every button is unique. Some have streaks of amber running through dark brown. Others show tiger-stripe patterns. That inherent variation is exactly what luxury tailoring houses want.
Best applications: Men's suiting, premium blazers, overcoats, heritage and artisanal fashion, and luxury knitwear closures.
Limitations: Horn buttons are more expensive than most alternatives. They require careful matching within garment sets because of natural color variation. And they don't respond well to harsh chemical dry cleaning solvents over repeated cycles.
Explore our complete range of horn button styles and finishes.

Coconut shell buttons are cut from the hard inner shell of mature coconuts. This makes them one of the most truly sustainable button materials available - coconut palms are harvested primarily for their water, milk, and flesh, and the shell is an agricultural waste product that would otherwise be burned or discarded.
The manufacturing process starts with cleaning and cutting the shell into flat pieces, then blanking and turning each piece into a button shape. What you can't do with coconut shell is dye it in the same way as corozo. The material is too dense and dark for bright color absorption. Instead, coconut buttons are typically finished in their natural brown tones, sometimes with a clear lacquer or light stain.
We've found that coconut shell buttons work best when the design celebrates the material rather than fighting it. The natural grain pattern is the feature. Two-hole and four-hole sew-through designs in 16L to 28L sizes are the most popular, though we also produce shank-back styles for heavier fabrics.
Best applications: Resort and summer collections, linen garments, casual shirts, eco-conscious fashion lines, tropical and bohemian aesthetics.
Limitations: Coconut shell is relatively thin compared to horn or corozo, so very large button sizes (above 36L) become structurally fragile. Color options are limited to natural brown shades and black (achieved through carbonization).
See the full selection on our coconut shell buttons page.

Wood buttons bring warmth and texture that's immediately recognizable. We work with multiple wood species, including teak, olive wood, rosewood, and bamboo. Each species has distinct grain patterns, density characteristics, and finishing properties.
Bamboo deserves special mention. It's technically a grass, not a wood, but it functions similarly for button manufacturing. Bamboo grows fast - some species add nearly a meter per day - making it one of the most renewable raw materials available for fashion accessories. Our wood and bamboo buttons are shaped through turning and can be enhanced with laser engraving for custom designs, logos, or decorative patterns.
Here's something most buyers don't know: wood buttons need to be sealed properly, or they'll absorb moisture from washing and warp over time. At Chetna International, we apply protective coatings during finishing to improve moisture resistance. But even with good finishing, wood buttons perform best on garments that are dry-cleaned or hand-washed.
Best applications: Casual and outdoor wear, children's clothing, artisanal fashion, knitwear, eco-friendly collections, ethnic and bohemian designs.
Limitations: Wood buttons aren't suitable for heavy-duty machine washing. Some species can crack in very dry environments. Color consistency across large orders requires careful batch sourcing from the same timber stock.

Bone buttons are manufactured from water buffalo bone, sourced as a byproduct of the food industry. Like horn, no animals are raised for button production. The bone is cleaned, sanitized, cut into slabs, and then turned and polished into finished buttons.
The visual identity of bone is distinctive. It has a warm, off-white to cream appearance with subtle surface markings - tiny flecks and striations that are natural to the material. Under a loupe, you can see the Haversian canal structure that distinguishes real bone from any imitation. These micro-patterns create a texture that's both refined and organic.
We produce bone buttons in sizes from 14L up to 40L at our factory. The blanking process is similar to the horn but requires different cutting speeds because bone is more brittle. Our machinists have to balance feed rate carefully during turning - too aggressive, and the button edges chip. Too slow, and the material overheats and discolors.
Best applications: Premium men's shirts, dress shirts, tailored garments, vintage and heritage collections, bridal fashion accessories.
Limitations: Bone is more brittle than horn or corozo. It's not recommended for high-impact areas like jacket fronts where buttons are frequently handled. It can yellow slightly over time with UV exposure. And it requires careful handling during garment assembly - industrial sewing machines need adjusted pressure settings.
Browse our full bone button collection.

Shell buttons are the aristocrats of natural button materials. Made from freshwater river shells (and historically from saltwater species), they've been used in fine garments for centuries. The iridescent nacre layer - mother of pearl - gives shell buttons an unmistakable luminous quality that catches light beautifully.
Indian River shell is our primary source material. The shells are harvested, sorted by quality grade, and then cut into button blanks using specialized tubular drills. Each blank is ground flat, drilled, and polished. The process generates a fair amount of waste because shells are irregular in shape and thickness, which is one reason shell buttons carry a higher price per unit.
What makes the shell irreplaceable in certain markets is that iridescent quality. No synthetic material has successfully replicated the way natural nacre reflects and refracts light. You can spot imitation "shell" buttons from across a room. The real thing has depth. It changes appearance with viewing angle and lighting conditions.
Best applications: Premium dress shirts, formal wear, bridal garments, luxury knitwear, heirloom-quality garments.
Limitations: Shell is the most fragile natural button material. It can crack under impact or if an industrial iron makes direct contact. It's also the most expensive natural option for large orders due to raw material variability and yield rates.
Every natural button - regardless of material - moves through a similar production sequence. The specifics change based on material properties, but the general workflow at our factory looks like this:
1. Raw material preparation. Each material arrives in a different form. Tagua nuts need slicing. Horn tips need flattening. Coconut shells need cleaning and cutting. This stage sets the foundation for everything that follows.
2. Blanking. Raw material is cut into rough disc shapes (called blanks). This is where sizing is determined. A 24-ligne blank starts at roughly 15.2mm diameter, with allowance for material removal during turning.
3. Turning and shaping. Blanks are mounted on lathes and turned to their final profile - flat, domed, concave, rimmed, or custom. This is where the button gets its personality. Our turners adjust speed, tool angle, and depth based on years of feel for each material.
4. Drilling. Holes are drilled for sew-through buttons (2-hole or 4-hole patterns). Shank-back buttons skip this step and get a metal or self-material shank attached instead.
5. Finishing. This includes polishing (barrel tumbling with abrasive media), dyeing, lacquering, or laser engraving. Different materials accept different finishes. Corozo loves dye. Horn takes polish brilliantly. Wood benefits from laser work.
6. Quality control. Every batch goes through inspection for dimensional accuracy, color consistency, surface defects, and strength testing. We reject roughly 3-5% of natural buttons in QC - higher than synthetic rejects, because natural material variability is inherent.
Picking the right natural material isn't about what's "best." It's about what's best for your specific garment, your brand positioning, and your budget. Here's how we advise our B2B clients to think about the decision.
If your priority is color variety, corozo wins. No other natural material takes dye as well.
If you need maximum durability for everyday wear, horn is the strongest natural option.
If budget matters and you want authentic natural texture, coconut shell gives the best value.
If you're building a sustainability-first brand story, coconut and bamboo offer the strongest environmental credentials.
If the garment demands formal elegance, shell buttons have an iridescence that nothing else matches.
For help narrowing down your choice, check our guide to choosing buttons for specific garment types or reach out to our team for sampling recommendations.
We should be real about sustainability claims in the button industry. Not every "eco-friendly" label holds up under scrutiny. Here's what we can say with confidence about natural materials.
Corozo is harvested from tagua palm nuts that fall naturally to the forest floor. Harvesting them actually supports rainforest conservation, since it gives local communities an economic incentive to protect the trees rather than clear-cut them for agriculture. That's a strong environmental story, and it's genuine.
Coconut and wood/bamboo come from agricultural byproducts or fast-growing renewable sources. Their carbon footprint is low, and they biodegrade at the end of life.
Horn and bone are byproducts of existing food industries. Using them for button manufacturing diverts material from landfills. No additional animals are raised for production.
Shell has a more complicated sustainability picture. Overharvesting of certain shell species has been a historical concern. Responsible sourcing and species management are non-negotiable.
At Chetna International, our commitment to sustainable manufacturing goes beyond materials. We've invested in an ETP (Effluent Treatment Plant), solar water heating, and rainwater harvesting systems at our factories. Our subsidiary RRAJ Bioplast converts non-recyclable button manufacturing waste into reusable compounds. It's not a perfect system - no manufacturing process is -, but we're working to close the loop.
Here's what our clients tell us again and again: customers notice buttons. Not always consciously. But pick up a jacket with real horn buttons and compare it to one with plastic imitation horn. The weight, the feel, the subtle visual depth. There's a difference, and consumers sense it even if they can't articulate what's changed.
Natural buttons are a signal. They tell your customer that someone cared about the details. That the brand chose materials with history and character over the cheapest available option. For brands competing in the premium and luxury segments, that signal matters.
And with growing consumer demand for transparency in fashion supply chains, natural materials offer traceability that synthetics often can't. You can tell a customer exactly where their corozo button grew, how their horn button was made, and why their coconut button is better for the planet than a plastic alternative. Try doing that with an injection-molded polyester button.
What's the most durable natural button material? Buffalo horn. Its keratin structure gives it the highest impact resistance and tensile strength among natural options. Horn buttons regularly last the full lifetime of a well-made garment without cracking.
Are natural buttons more expensive than synthetic buttons? Yes, typically 2-5x more per unit than standard polyester. The coconut shell sits at the lower end. Shell and horn sit at the higher end. Volume orders reduce the gap significantly.
Can natural buttons be customized with logos? Absolutely. Most natural materials accept laser engraving cleanly. Corozo and wood produce the sharpest engraving results. Horn works well too, but requires adjusted laser settings because of the keratin.
Do natural buttons pass safety testing for children's clothing? They can, but each material must be independently tested against EN 71 and CPSIA standards for the specific application. Smooth-finished corozo and wood buttons are the most common choices for children's wear. Sharp-edged shell buttons are generally avoided.
What's the typical MOQ for natural buttons? It varies by material and complexity. For standard designs, we can work with orders starting from 500-1,000 pieces per SKU. Custom molds or unusual sizes may require higher minimums. Contact our sales team for specifics.
How should garments with natural buttons be washed? As a general rule, machine wash below 40°C on a gentle cycle, or dry clean. Avoid direct ironing on buttons. Shell and bone are the most heat-sensitive, so extra care is needed. We include wash recommendations with every order.
Are natural buttons truly biodegradable? Corozo, coconut, and wood buttons biodegrade fully in composting conditions. Horn and bone biodegrade but take considerably longer. Shell (calcium carbonate) breaks down very slowly. None of them contributes to microplastic pollution, which is a real advantage over synthetic alternatives.
How can I tell if a natural button is genuine? Look for grain variation. Real corozo has concentric ring patterns visible under magnification. Real horn shows fibrous keratin structure. Real bone has Haversian canal patterns. If every button in a set looks perfectly identical, it's probably synthetic. We provide material verification certificates with all orders from our quality control team.





.svg)



.svg)























.jpg)













.jpg)

%20(1).jpg)













.jpg)





















.jpg)




.jpg)
.jpg)




.jpg)

.jpg)


