.webp)


Corozo buttons are not just another garment accessory. They are one of the few truly natural, durable, and sustainable alternatives to plastic buttons. If you are working in fashion, manufacturing, or sourcing, you should understand exactly how these buttons are made, because the process itself is the reason behind their quality.
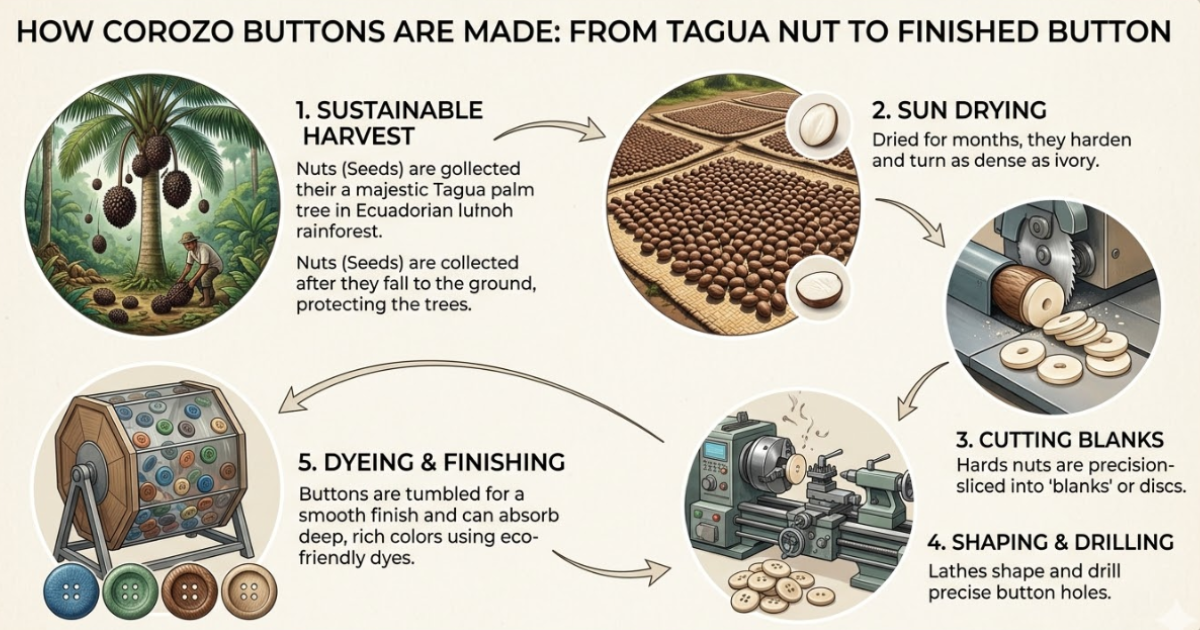
Corozo buttons start as seeds from the tagua palm (Phytelephas macrocarpa), a tree native to the rainforests of Ecuador, Colombia, and Panama. The manufacturing journey from raw nut to polished button involves harvesting, drying, slicing, turning, dyeing, polishing, and inspection. Each step shapes the material's durability, colour depth, and surface finish. We've been producing corozo buttons at Chetna International since the early days of our natural materials factory, and the process still demands as much care today as it did decades ago.
The tagua palm grows wild in the tropical forests of South America, mostly in Ecuador. It takes roughly 15 years for a tree to mature. Once it does, it can produce 15 to 20 kilograms of seeds every year for over a century. That's what makes corozo genuinely renewable, not just technically biodegradable.
Nobody cuts trees down for corozo. The nuts are only usable after they fall naturally from the palm. Local farming communities collect them from the forest floor year-round. This harvesting model supports over 30,000 families in Ecuador alone and generates several times the income of banana plantations or cattle ranching in the same regions.
Fresh tagua seeds have a jelly-like interior. They're soft, wet, and completely useless for button production. The drying phase transforms them.
Seeds are spread out and sun-dried for anywhere from four to eight weeks, depending on weather and seed size. During this period, the gelatinous endosperm hardens into a dense, ivory-like material. Proper drying is everything. Rush it, and the finished button will crack under pressure or during garment washing. Overdry, and the material becomes brittle and chips during turning.
We've found that nuts dried too quickly in forced-heat environments lose moisture unevenly. The outer layer hardens while the core stays soft, which creates stress fractures during machining. Good corozo manufacturers check moisture content before accepting any batch. There's no shortcut here.
Once dried and hardened, the tagua nuts are peeled to remove the outer husk. What's left is the solid white interior, roughly the size and shape of a large egg.
This solid piece gets sliced into flat discs called blanks. The slicing thickness matters. Shirt buttons typically need blanks around 2.5 to 3mm thick. Coat buttons and heavier garment closures need 4 to 5mm. Cut too thin and the button won't survive sewing machine attachment. Cut too thick and you've wasted material and added unnecessary weight.
Blanks are sorted by diameter at this stage. Natural variation in nut size means you'll get a range of blank diameters from a single batch. Sorting happens before any shaping work begins.
This is where a flat disc becomes a button. Turning is the process of clamping each blank into a lathe and using cutting tools to carve the final shape: the rim profile, the well (the recessed centre), and the sew-through holes or shank attachment point.
The design possibilities here are wider than most people expect. A skilled operator can produce flat-front buttons, concave designs, domed profiles, rimmed edges, and combinations of all four. Custom steel cutting tools handle the more demanding design work, where blanks feed through a hopper and get clamped as they move toward the blade.
Corozo behaves differently on the lathe than horn or bone. It's denser and more uniform in structure, which means cleaner cuts with less chipping. But it's also heat-sensitive. Excessive friction during turning can scorch the surface and leave burn marks that won't come out during finishing. Our operators run the lathes at specific RPMs calibrated for corozo's density, something that took us years of trial and error to get right.
At this stage, the button is shaped but rough. The surface has tool marks, and the edges aren't smooth yet.
Here's what separates corozo from most other natural button materials. The material's porous cellular structure absorbs dye beautifully, producing rich, saturated colours that look nothing like painted-on finishes.
The dyeing process works by immersing turned buttons in heated dye baths. Temperature, dye concentration, and immersion time all affect the final colour. Lower temperatures produce lighter shades. Higher temperatures push the pigment deeper into the material.
One important detail for designers: dye only penetrates the outer layer of corozo, typically 0.5 to 1mm deep. If you scratch or chip a dyed corozo button, you'll see the white interior underneath. That's not a defect. It's the nature of the material. It's also why button thickness matters during blanking. Thinner buttons have proportionally less undyed core, which makes surface damage less visible.
Colour matching across batches is one of the harder parts of corozo production. Natural variation in seed density means each batch absorbs dye slightly differently. Good manufacturers run test samples before dyeing a full production batch and adjust concentrations accordingly. We keep reference samples from every order so colour consistency stays trackable across repeat purchases.
The full colour range is wide. Deep blacks, rich browns, forest greens, burgundy, navy, and every shade of natural ivory. The grain pattern shows through the dye, which gives each button a visual depth you can't replicate with polyester.
After dyeing, buttons go through polishing to achieve their final surface quality. This typically involves barrel tumbling, where buttons are loaded into a rotating drum with an abrasive medium (often wood chips or ground walnut shell mixed with polishing compounds).
Tumbling time varies. A matte finish needs less time. A high-gloss finish can take several hours. The goal is to smooth out any remaining tool marks from turning while bringing up the natural grain pattern that makes corozo distinctive.
Some buttons get additional finishing treatments. Lacquer coatings add surface protection and enhance shine. Laser engraving can add brand logos or decorative patterns. Heat treatments and bleaching create colour effects and tonal variations that dyeing alone can't achieve.
Every batch goes through quality inspection before shipping. The checks include dimensional accuracy (measured in ligne and millimetres), colour consistency against the approved sample, surface defects, hole alignment, and structural integrity.
Structural testing matters more than people realise. Corozo buttons need to withstand sewing machine attachment, repeated washing cycles, ironing temperatures, and general wear. We test for chip resistance and tensile strength at this stage. Buttons that don't meet the threshold get rejected.
Grading separates buttons by quality tier. First-grade buttons have perfect surfaces, consistent colour, and no visible grain irregularities. Lower grades might show minor surface variations or slight colour shifts. Both grades are functional, but premium garment brands will only accept first-grade.
How long does it take to make a corozo button from raw nut?
Six to ten weeks total, including four to eight weeks of drying time. The actual machining, dyeing, and finishing stages take three to five days combined.
Are corozo buttons fully biodegradable?
Yes. Corozo is 100% plant-based with no synthetic additives. It breaks down naturally, unlike polyester or nylon buttons which persist for centuries.
Can corozo buttons be machine washed?
They handle regular machine washing well at temperatures up to 40°C. Avoid prolonged soaking and industrial washes above 60°C, which can cause cracking.
What sizes are available in corozo?
Standard production ranges from 14 ligne (9mm) for dress shirts up to 40 ligne (25mm) for outerwear. Custom sizes outside this range are possible with adapted tooling.
How does corozo compare to polyester for durability?
Corozo matches or exceeds polyester in scratch resistance and holds colour better over time. It's less tolerant of extreme heat but outperforms polyester in look and feel.





.svg)



.svg)
























.jpg)













.jpg)

%20(1).jpg)













.jpg)





















.jpg)




.jpg)
.jpg)




.jpg)

.jpg)


