.webp)



When a fashion house needs a brass button with their logo engraved to 0.05mm accuracy, or a luxury menswear brand wants a horn button with a multi-level carved face, there's one process that delivers: CNC milling. Computer-controlled cutting handles detail that hand tools and standard production lines can't touch.
At Chetna International, CNC milling sits between our high-volume production methods and our handcraft work. It's how we build master tooling, cut metal button components, and produce small runs of custom designs where precision beats throughput.
CNC stands for Computer Numerical Control. A rotating cutting tool removes material from a fixed workpiece following a programmed path, usually accurate to within 0.01 to 0.05mm for button-scale parts.
The workflow is subtractive. You start with a solid blank - metal, horn, wood, or a polymer - and the machine cuts away everything that isn't the finished button. This differs from casting (which pours liquid into a mold) and from 3D printing for button prototyping (which builds layer by layer).
For buttons, we typically run 3-axis and 4-axis machines. The added axis lets the cutter reach angled faces and undercuts that flat milling can't produce. A logo recessed into a curved dome, for example, needs that extra degree of movement.
Different materials behave very differently under the cutter. Spindle speed, feed rate, and tool geometry all shift based on what we're machining.
Metal - Brass, zinc alloy, aluminum, and occasionally stainless steel. Metal is the most common CNC-milled button material because cast metal button blanks almost always need secondary operations for shanks, logo detail, and edge profiles. We use carbide end mills and adjust cutting parameters for each alloy.
Horn - Real horn buttons for premium menswear often get CNC-milled faces when the design calls for deep engraving or stepped surfaces. Horn cuts cleanly but generates heat, so we run lower spindle speeds to prevent burn marks.
Wood and bamboo - CNC milling produces sharper detail on wood buttons than rotary cutters can manage. Oak, walnut, and bamboo all machine well with the right tooling.
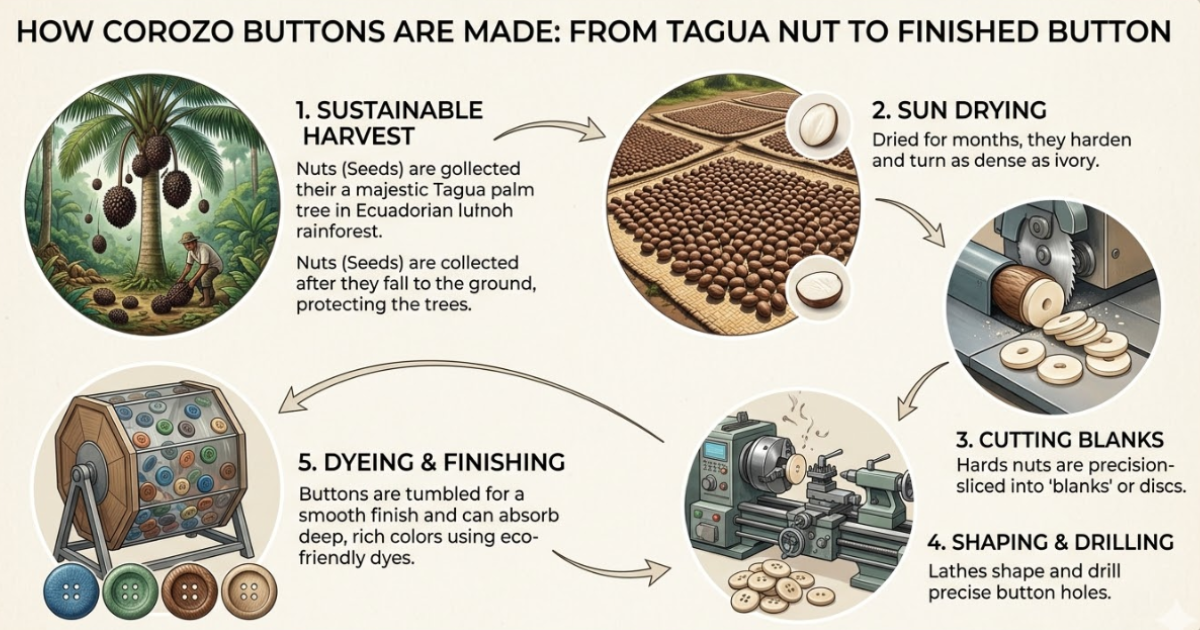
Corozo - Tagua nut is dense and machines similarly to dense hardwood. We CNC mill corozo for complex logo work where turning alone won't achieve the design.
Bone - Less common than horn, but CNC milling handles bone's hardness well when clients want engraved or sculpted bone buttons.
People often use these terms interchangeably. They're not the same.
CNC turning uses a rotating workpiece and a stationary cutting tool, which is ideal for round, symmetrical shapes. That's our default process for standard round buttons made from rod stock.
CNC milling uses a rotating cutter and a fixed workpiece. It's the right choice when you need asymmetrical shapes, surface engraving, off-center features, or 3D contouring. A round button with a flat logo face can be turned. A square button with a recessed diagonal pattern needs milling.
Most custom button projects use both. We turn the basic blank, then transfer it to a mill for the detail work.
This is the single biggest use case for CNC milling at our factory. Fashion brands send us logo artwork, our team converts it into a CAM program, and the machine cuts the engraving into metal blanks. Tolerances this tight can't be matched by stamping or hand engraving for small runs.
Cast metal blanks from our metal casting line often need post-cast machining. Shank slots, edge profiles, and face detail all get CNC-milled as secondary operations.
Before we cast thousands of polyester resin buttons, someone has to build the mold. Mold-makers use CNC milling to cut the cavity geometry into steel blocks. The same applies to master patterns for our injection molding work. The quality of the finished button is limited by the quality of the tool, and CNC is how you get a tool that holds tolerance through tens of thousands of cycles.
When a designer wants to see three variations of a button before committing to a full production run, CNC is faster and cheaper than building three molds. We mill samples directly from the same material the production buttons will use, so the client sees exactly what they'll get.
Multi-level faces, sculpted shapes, inlay pockets. Anything that requires depth variation across the button face. Standard turning or casting can't produce this without expensive custom tooling.
Here's how a typical CNC milling job runs at Chetna:
CNC milling earns its keep on three kinds of work: precision, customization, and low-to-medium volumes. A run of 500 metal buttons with a custom logo is perfect for CNC. A run of 50,000 plain polyester buttons is not.
The economics are straightforward. Each button takes machine time, which costs more per piece than casting or injection molding can deliver at scale. For high volumes, we use CNC to build the tooling, then run the actual production through casting or molding. For low volumes or hyper-custom work, CNC runs the whole job.
If you're developing a new collection and want to compare processes, our team can help map your design to the right method. Some projects need casting with CNC-milled molds. Others need pure CNC runs. The decision usually comes down to volume, material, and detail level.
Most button work holds +/- 0.05mm, with critical features tighter if needed. Our machines can reach +/- 0.01mm on specific geometries, though commercial button production rarely requires that level of precision.
Most can, but not all make economic sense. Very high-volume standard buttons are cheaper to cast or injection mold. CNC is best for custom detail, branded engraving, metal shaping, and small-batch luxury runs.
From an approved CAD file, we typically deliver samples in 5 to 10 working days, depending on material availability and job queue. Logo-only engraving on existing blanks is faster.
Yes, but it's rarely the first choice. Polyester resin and ABS buttons are far cheaper to cast or mold at volume. We mill plastic mainly for prototypes, short runs, or specialty applications.
We accept STEP, IGES, DXF, and native files from most major CAD software. For 2D logo work, vector formats like AI or SVG work well. Raster images need to be redrawn before machining.
CNC milling opens up button designs that other processes can't produce. If you have a branded hardware project, a custom logo button run, or a detail-heavy design that needs precision work, contact our team to discuss specifications and timelines.





.svg)



.svg)























.jpg)













.jpg)

%20(1).jpg)













.jpg)





















.jpg)




.jpg)
.jpg)




.jpg)

.jpg)


